
I.10CrMo910 ಮಿಶ್ರಲೋಹದ ಉಕ್ಕಿನ ವಸ್ತುವಾಗಿದೆ, ಇದನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಬಾಯ್ಲರ್ಗಳು ಮತ್ತು ಒತ್ತಡದ ಪಾತ್ರೆಗಳಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ.10CrMo910 ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ ಅನ್ನು ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಕಾರ್ಬನ್ ಸ್ಟ್ರಕ್ಚರಲ್ ಸ್ಟೀಲ್ನಿಂದ ಮಾಡಲಾಗಿದ್ದು, ಉಕ್ಕಿನ ತಟ್ಟೆಯ ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳು, ಗಟ್ಟಿತನ ಮತ್ತು ಗಡಸುತನವನ್ನು ಸುಧಾರಿಸಲು ಮಿಶ್ರಲೋಹದ ಅಂಶಗಳನ್ನು ಸೂಕ್ತವಾಗಿ ಸೇರಿಸುತ್ತದೆ.ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆ (ಮುಖ್ಯವಾಗಿ ಇಂಗಾಲದ ಅಂಶ), ಶಾಖ ಸಂಸ್ಕರಣಾ ಪ್ರಕ್ರಿಯೆ ಮತ್ತು ವಿವಿಧ ಉಪಯೋಗಗಳ ಪ್ರಕಾರ, ಈ ರೀತಿಯ ಉಕ್ಕನ್ನು ಕಾರ್ಬರೈಸಿಂಗ್, ಕ್ವೆನ್ಚಿಂಗ್ ಮತ್ತು ಟೆಂಪರಿಂಗ್ ಮತ್ತು ನೈಟ್ರೈಡಿಂಗ್ ಸ್ಟೀಲ್ ಮೂರು ಎಂದು ವಿಂಗಡಿಸಬಹುದು.
II.10CrMo910 ಮಿಶ್ರಲೋಹದ ಉಕ್ಕಿನ ತಟ್ಟೆಯ ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆ:

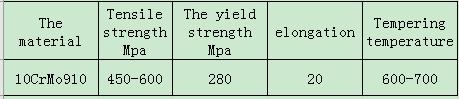
III.10CrMo910 ಮಿಶ್ರಲೋಹ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳು:
IV.10CrMo910 ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ ವೆಲ್ಡಿಂಗ್ ಕಾರ್ಯಕ್ಷಮತೆಯ ಪರಿಚಯ:
10CrMo910 ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ ಅನ್ನು ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ, ಬೇಸ್ ಮೆಟಲ್ನಂತೆಯೇ ಅದೇ ಶಕ್ತಿಯೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕುವ ರಾಡ್ ಮತ್ತು ತಂತಿಯನ್ನು ಆಯ್ಕೆ ಮಾಡಿದರೆ, ವೆಲ್ಡಿಂಗ್ ಜಾಯಿಂಟ್ನ ಪ್ಲಾಸ್ಟಿಟಿಯು ಕಳಪೆಯಾಗಿರುತ್ತದೆ.ವೆಲ್ಡಿಂಗ್ನ ಪೂರ್ವಭಾವಿ ತಾಪಮಾನವು 400~450℃ ಆಗಿರಬೇಕು, ಇದು ಹೆಚ್ಚು ಮತ್ತು ನಿರ್ಮಾಣ ಸ್ಥಿತಿಯು ಕಳಪೆಯಾಗಿದೆ.ವೆಲ್ಡಿಂಗ್ ಜಂಟಿ ಪ್ಲಾಸ್ಟಿಟಿಯನ್ನು ಸುಧಾರಿಸಲು, 3H ಹೆಚ್ಚಿನ ತಾಪಮಾನದ ಹದಗೊಳಿಸುವಿಕೆಗಾಗಿ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು 740 ° C ನಲ್ಲಿ ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳಬೇಕು.ಆದರೆ ಹೆಚ್ಚಿನ ತಾಪಮಾನದ ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸುವಿಕೆ ಮತ್ತು ದೀರ್ಘಾವಧಿಯ ಹೆಚ್ಚಿನ ತಾಪಮಾನದ ಹದಗೊಳಿಸುವಿಕೆ ವೆಲ್ಡಿಂಗ್ ಶಾಖ ಪೀಡಿತ ವಲಯದಲ್ಲಿ ಸ್ಪಷ್ಟವಾದ ಮೃದುತ್ವ ವಿದ್ಯಮಾನವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ.ನೀವು ಸ್ವಲ್ಪ ಕಡಿಮೆ ಸಾಮರ್ಥ್ಯ, ಉತ್ತಮ ಪ್ಲಾಸ್ಟಿಕ್ ವೆಲ್ಡಿಂಗ್ ರಾಡ್ ಮತ್ತು ತಂತಿಯನ್ನು ಆರಿಸಿದರೆ, ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸುವ ತಾಪಮಾನವು ಬಹಳ ಕಡಿಮೆಯಾಗುತ್ತದೆ (ನಿಜವಾದ ಕಾರ್ಯಾಚರಣೆ 250~300 ° C), 1H ಟೆಂಪರಿಂಗ್ಗೆ 700~720 ° C ನಿರೋಧನ, ವೆಲ್ಡಿಂಗ್ ಒತ್ತಡವನ್ನು ತೊಡೆದುಹಾಕಲು ಸಾಕಷ್ಟು, ಮತ್ತು ಆಗುವುದಿಲ್ಲ. ವೆಲ್ಡಿಂಗ್ ಶಾಖ ಪೀಡಿತ ವಲಯದ ಮೃದುತ್ವವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ.ಆದ್ದರಿಂದ, R317 ಎಲೆಕ್ಟ್ರೋಡ್ ಮತ್ತು H08CrMOA ವಿದ್ಯುದ್ವಾರವನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ವೆಲ್ಡಿಂಗ್ 10CrMo910 ಮಿಶ್ರಲೋಹ ಉಕ್ಕಿನ ಪೈಪ್ಗಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ.
ಪೋಸ್ಟ್ ಸಮಯ: ನವೆಂಬರ್-30-2021